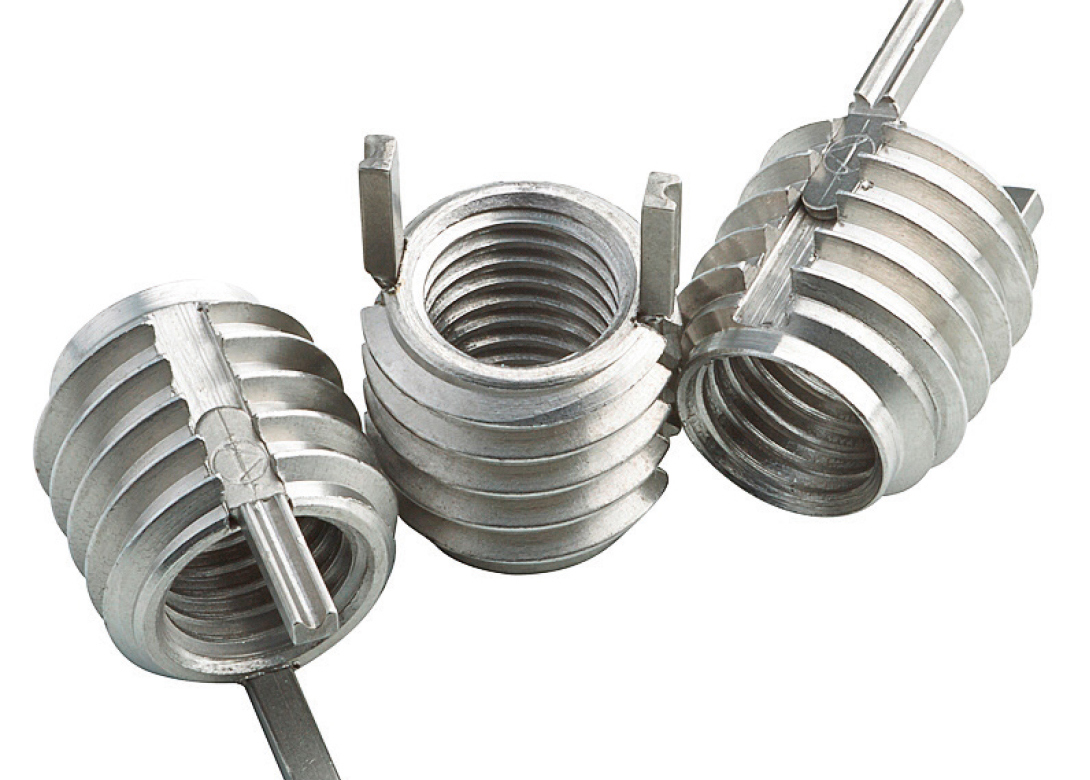
A trådinnsats er en spiralformet festeanordning laget av høystrekkfast rustfri ståltråd (typisk Type 304 eller 316) med et diamantformet tverrsnitt. Den settes inn i et forhåndsboret hull for å skape en permanent, slitesterk innvendig gjenge som overgår styrken til de fleste grunnmaterialer. Innsatsens fjærlignende design gjør at den kan fordele belastninger jevnt over hele gjengelengden, og transformerer skjærbelastning til radiell "bøylespenning" for overlegen leddintegritet.
Opprinnelig utviklet for romfart og bilapplikasjoner, tjener trådgjengeinnsatser to hovedfunksjoner: reparasjon av skadede eller avskallede tråder og forsterkende tråder i myke materialer som aluminium, magnesium og kompositter. Den ferdige overflaten (8-16 mikrotommer) er usedvanlig glatt, og eliminerer praktisk talt friksjonsindusert gjengeerosjon og gir korrosjonsbestogighet.

Hovedtyper av trådgjengeinnsatser
Trådgjengeinnsatser er kategorisert basert på deres låsemekanisme og installasjonsmetode. De fire hovedtypene er:
Frittgående (standard) innsatser
Dette er den vanligste typen - i hovedsak spiralformede fjærer som lager innvendige gjenger som matcher boltstørrelsen. De gir jevne, frittgående gjenger uten noen låsefunksjon. Best for: Generelle applikasjoner hvor hyppig montering/demontering er nødvendig og vibrasjon er minimal.
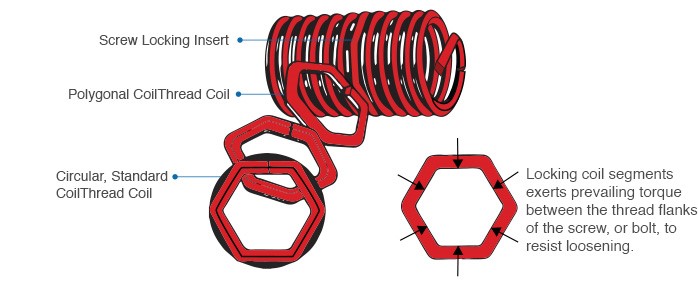
Skruelåsende innsatser
Disse innsatsene har en eller flere polygonale grepspoler som utøver radialt trykk på hanngjengen, og skaper rådende dreiemoment for å forhindre at de løsner på grunn av vibrasjoner eller støt. De eliminerer behovet for ekstra låsemekanismer som låseskiver eller gjengelåsende forbindelser. Best for: Høyvibrerende miljøer som motorer, maskineri og romfartsapplikasjoner.
Tanged innsatser
Den originale designen med en liten tang (installasjonshåndtak) i den ene enden av spolen. Tangen griper inn i installasjonsverktøyet og må brytes av etter installasjon. Fordeler: Lavere kostnad, etablert pålitelighet. Ulemper: Risiko for fremmedlegemer (FOD) fra den ødelagte tangen, som krever henting fra blinde hull.
Tangleless innsatser
En moderne innovasjon med drivhakk i begge ender i stedet for en tang. Disse innsatsene kan installeres og fjernes uten å bryte av noen deler, noe som eliminerer FOD-risikoen fullstendig. Fordeler: Gjenbrukbar, raskere installasjon, ingen tanghenting nødvendig, ideell for kritiske romfarts- og renromsapplikasjoner. Tilgjengelig i: Både frittgående og skruelåsende konfigurasjoner.

| Type | Låsefunksjon | Installasjon | FOD Risiko | Beste applikasjon |
|---|---|---|---|---|
| Frittløpende | Ingen | Tanged eller Tangless | Lav-middels | Generalforsamling |
| Skruelåsing | Radiale grepspoler | Tanged eller Tangless | Lav-middels | Høyvibrerende miljøer |
| Tanged | Varierer | Krever tang break-off | Middels-Høy | Kostnadssensitive applikasjoner |
| Tangless | Varierer | Ingen pause nødvendig | Ingen | Luftfart, kritiske systemer |
Hvordan velge riktig modell
Å velge riktig trådinnsats krever vurdering av fire nøkkelparametere:
Trådstørrelse og stigning
Tilpass innsatsen til boltspesifikasjonen din (metrisk: M2–M39; imperial: UNC/UNF #2 til 1/2" og større). Innsatsen må matche både den nominelle diameteren og gjengestigningen (grov eller fin) til festeanordningen.
Innsatslengde
Skjærlengden er spesifisert som et multiplum av gjengediameteren (D):
- 1.0D: Minimum engasjement, egnet for trange rom
- 1,5D: Standard lengde for de fleste bruksområder
- 2.0D–3.0D: Maksimal styrke for høybelastning eller kritiske applikasjoner
Materialvalg
Standard innsatser er produsert av 304 rustfritt stål (AISI 304, arbeidsherdet til 200 000 psi strekkstyrke). For spesialiserte applikasjoner:
- 316 rustfritt stål: Forbedret korrosjonsbestandighet for marine/kjemiske miljøer
- Inconel X-750: Høytemperaturapplikasjoner (opptil 550°C/1022°F)
- Fosfor bronse: Bruksområder som krever redusert motstand mot gnist eller gnist
Overflatebehandling
Valgfrie belegg forbedrer ytelsen under spesifikke forhold:
- Tørrfilmsmøremiddel (MolyLube): Reduserer friksjon i applikasjoner med høyt dreiemoment, høy temperaturmotstand
- Kadmium eller nikkelbelegg: Overlegen korrosjonsbestandighet, forhindrer gnaging under installasjon
- Sølvbelegg: Ekstreme temperaturapplikasjoner, reduserer gjenganger
Nødvendig installasjonsverktøy
En komplett installasjon av trådinnsats krever følgende spesialiserte verktøy:

| Verktøy | Funksjon | Spesifikasjonsmerknader |
|---|---|---|
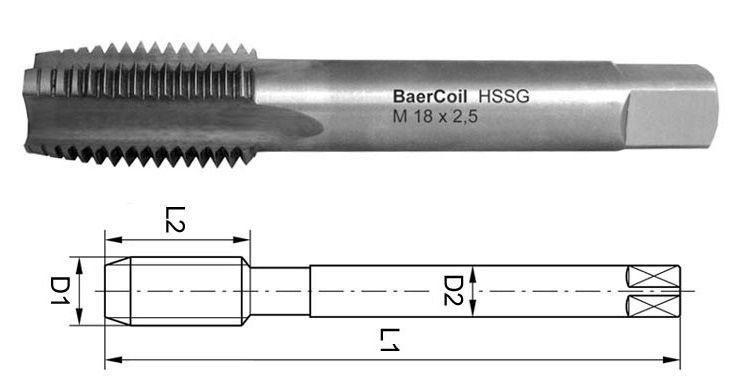
| STI (Screw Thread Insert) Trykk | Skaper innvendige gjenger for innlegg | Større stigningsdiameter enn standard kran; må samsvare nøyaktig med innsatsstørrelsen |
| Kjernehullsbor | Borer pilothull før du banker | Diameter spesifikk for innsatsstørrelse; ingen toleranser tillatt |
| Innsettingsverktøy (Prewinder) | Vindene settes inn i det tappet hull | Manuell, elektrisk eller pneumatisk; fangede eller ikke-fangne dortyper |
| Tang Break Tool | Fjerner tang etter installasjon | Punch og hammer (200g) for små størrelser; spesialiserte bryte-off verktøy for større |
| Forsenking | Skaper innføringsfas | Dybde ≤ 0,4 × stigning; hindrer innleggstrådkryss |
| Gjengepluggmåler | Verifiserer den ferdige trådens nøyaktighet | Go/No-Go-måler for kvalitetskontroll |
| Ekstraksjonsverktøy | Fjerner skadede innsatser | Nødvendig for reparasjons- eller utskiftingsscenarier |
Alternativer for elektroverktøy: For høyvolumproduksjon gir pneumatiske eller elektriske installasjonsverktøy konsistent installasjonsdybde via justerbare dybdegrenser og funksjoner for automatisk reversering.
Riktig installasjonsprosedyre
Riktig installasjon følger en nøyaktig fem-trinns sekvens . Avvik fra denne prosedyren er den primære årsaken til innsatsfeil.

Trinn 1: Boring
Bruk den spesifiserte STI-borkronen til å bore hullet til riktig diameter og dybde. Kritiske krav: Boredybden må overstige innsatsens installasjonsdybde med minst 1-2 gjenger; hullet må ikke være konisk; spon må fjernes helt – spesielt kritisk for blinde hull.
Trinn 2: Forsenking
Påfør en forsenkning på hullinngangen for å hindre gjengekryss og gi en innføring for innsatsen. Maksimal forsenkningsdybde: 0,4 × stigning. Overdreven forsenking kompromitterer innsatsen.
Trinn 3: Tapping (STI Tap)
Kutt gjenger med den spesifiserte STI-tappen, som skaper en større stigningsdiameter enn standardtappene for å tilpasse innsatsens ytre diameter. For gjennomgående hull må tapdybden overstige innsatslengden. For blinde hull, bruk kontrollert kraft for å forhindre brudd på kranen. Rengjør trådene grundig bruk trykkluft (radialdyser for blinde hull) før innsettingsinstallasjon.
Trinn 4: Sett inn installasjon
Monter innsatsen på installasjonsverktøyet, grip inn tappen (for tangede innsatser) eller drivhakkene (for tangløse). Roter verktøyet for å vikle innsatsen inn i det tappet hull. Stopp når innsatsen er 0,25–0,75 tråder under overflaten. Unngå å bruke for stor aksial kraft, som kan forårsake "kryssgjenging" eller skade på innsatsen.
Trinn 5: Fjerning av tang (kun tangerte innlegg)
For gjennomgående hull: Plasser tangbryteverktøyet (punch) over tangen og slå den andre enden av verktøyet med en 200 g hammer å klippe av tangen. For blinde hull: Bruk tang med lang nese eller avtrekksverktøy for å hente den ødelagte tangen. Bekreft med en gjengepluggmåler at den ferdige gjengen oppfyller spesifikasjonene (vanligvis ISO 2/6H-toleranse).

Kompatible materialer
Trådgjengeinnsatser er kompatible med praktisk talt alle tekniske materialer, med spesielle fordeler for mykere underlag.
Myke metaller (primære bruksområder)
- Aluminiumslegeringer: Mest vanlig bruk; hindrer trådavisolering i støpt og smi-aluminium
- Magnesium legeringer: Viktig for lette romfarts- og bilkomponenter
- Kobber og bronse: Gir slitestyrke i mykere ikke-jernholdige metaller
- Titan: Kompatibel, men ofte brukt til gjengreparasjon i stedet for primærforsterkning

Jernholdige metaller
Selv om det er mindre vanlig i stål (som har tilstrekkelig gjengestyrke), brukes innsatser i støpejern og duktilt jern for slitestyrke og inn stål applikasjoner som krever hyppig montering/demontering for å forhindre gjengeslitasje.
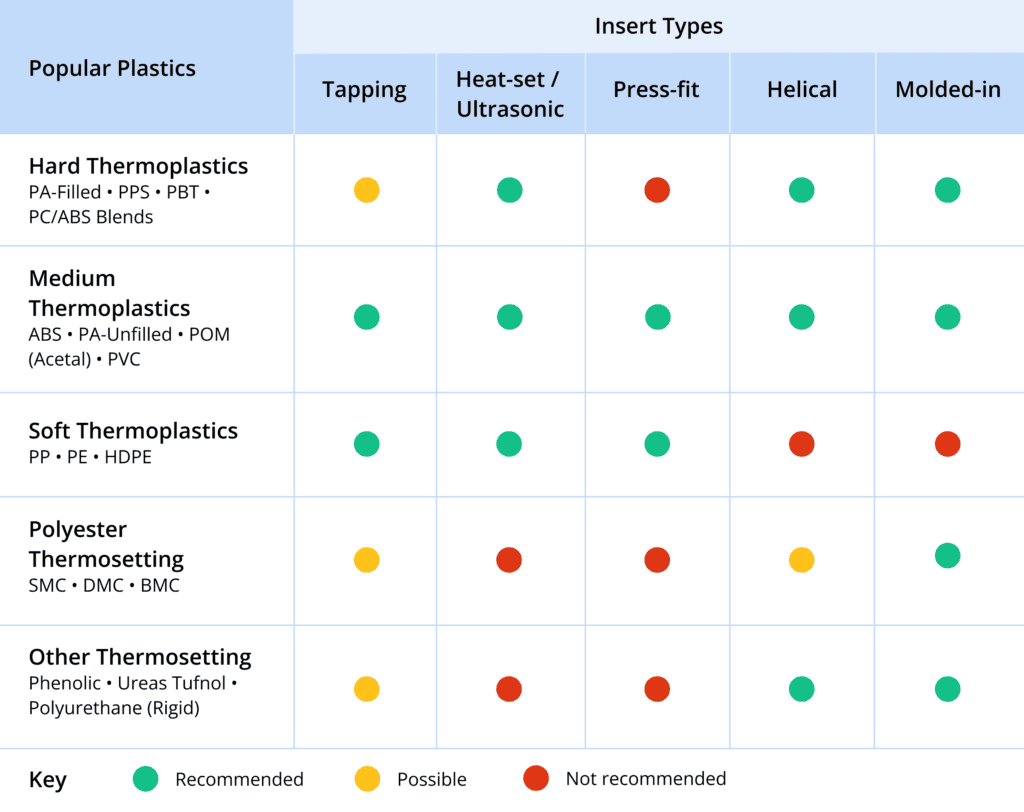
Ikke-metalliske materialer
Effektiv i termoplast, herdeplast og kompositt (karbonfiber, glassfiber) hvor direkte tråder lett kan strippes. Innsatsens radielle trykk skaper mekanisk låsing uten spenningskonsentrasjoner som forårsaker sprekker i sprø materialer.
Retningslinjer for materialhardhet: Innsatser er mest fordelaktige når hovedmaterialets hardhet er under 30 HRC (Rockwell C) . I hardere materialer gir innsatser korrosjonsmotstand og gjengelevetid i stedet for styrkeforbedring.
Håndtering av overstramming og brudd
Installasjonsfeil krever systematisk utbedring for å gjenopprette trådintegriteten.
Overstrammet innsatsfjerning
Når en innsats er strammet for mye eller sitter feil, bruk en spesialisert utvinningsverktøy . Sett verktøyspissen inn i innsatsspolen, trykk godt og roter mot klokken for å trekke ut innsatsen. For vanskelige tilfeller, påfør penetrerende olje og la den trekke før ekstraksjonsforsøk.
Fjerning av ødelagt innsats
Hvis innsatsen går i stykker under installasjonen:
- Bor ut den ødelagte innsatsen med et bor litt mindre enn STI-tappborstørrelsen for å unngå å skade hovedtrådene
- Bruk en kranavtrekker eller verktøy for å fjerne gjenværende spiralfragmenter
- Inspiser det tappet hull for skade; hvis gjengene er kompromittert, bor ut til neste større innsatsstørrelse eller bruk en solid bøssinginnsats (Keensert) for reparasjon

Forebyggende tiltak
For å forhindre overstramming:
- Bruk momentbegrensende installasjonsverktøy eller forhåndsinnstilte momentnøkler
- Stopp installasjonen når innsatsen er 0,25–0,75 tråder under overflaten – skyll aldri eller stikk ut
- Kontroller at tapdybden er tilstrekkelig før installasjon; utilstrekkelig dybde forårsaker "bunning" og spoleforvrengning
- Bruk riktig smøring under banking for å forhindre gnaging som kan forårsake innsatsbinding
Ofte stilte spørsmål
Kan trådinnsatser gjenbrukes?
Tangleless innsatser kan fjernes og gjenbrukes flere ganger uten skader. Tanged innsatser kan teknisk fjernes, men tang break-off gjør gjenbruk upraktisk. For applikasjoner som krever hyppig vedlikehold, spesifiser flokefrie innsatser fra begynnelsen.
Hvor mye sterkere er et gjenget hull med en innsats?
En riktig installert trådinnsats gir en gjenge som er 20 % sterkere enn den originale hovedmaterialtråden i spenning og betydelig overlegen i skjærkraft. Belastningsfordelingen over hele skjærlengden kontra konsentrasjonen på de første 2-3 gjengene i et standard tappet hull gir den primære styrkefordelen.
Påvirker innsatser boltens momentspesifikasjoner?
Skruelåsende innsatser krever høyere installasjonsmoment (typisk 1,5–2× standard) på grunn av det rådende dreiemomentet fra gripespolene. Frittløpende innsatser bruker standard dreiemomentverdier. Kontroller alltid med innsatsprodusentens spesifikasjoner, ettersom undertiltrekking kan føre til at den løsner mens for mye tiltrekking risikerer boltfeil.
Er trådgjengeinnsatser standardiserte?
Ja, de fleste innsatser samsvarer med DIN 8140 (europeisk), NASM 21209 (Luftfart), eller MS21209 (Militær Standard). Denne standardiseringen sikrer kompatibilitet mellom produsenter for innsatser, kraner og installasjonsverktøy, selv om verifisering anbefales for kritiske applikasjoner.
Kan innsatser installeres i blinde hull?
Ja, både tangede og tangløse innsatser fungerer i blinde hull. For sammenflettede innsatser i blinde hull, sørg for at hulldybden tilsvarer hele innsatslengden pluss klaringen til avbruddet. Tangleless innsatser er spesielt fordelaktige for blinde hull da de eliminerer risikoen for at løse tang blir igjen i hulrommet.
Hva forårsaker at innsatsen "snurrer" eller trekkes ut?
Sett inn rotasjon i foreldrehullet indikerer utilstrekkelig radialtrykk , vanligvis forårsaket av: (1) feil STI-tappstørrelse som resulterer i overdimensjonerte gjenger, (2) installasjon i materiale under minimum hardhet/skjærstyrke, eller (3) bruk av for kort innsatslengde for lasten. Utbedring krever utboring og installasjon av en større innsats eller bytte til en solid innsats med nøkkellås.