

Hva er en trådkran?
A trådtapp er et spesialisert skjæreverktøy designet for å lage innvendige gjenger i forhåndsborede hull. Den fungerer ved å fjerne materiale (kutte kraner) eller forskyve materiale (danne kraner) for å produsere spiralformede spor som rommer skruer, bolter og andre gjengede festemidler. Gjengekraner er essensielle i produksjons-, bil-, romfarts- og rørleggerindustrien der presis innvendig gjenging er nødvendig for montering og mekanisk festing.
Gjengetapper er vanligvis produsert av herdet kromstål, høyhastighetsstål (HSS) eller solid karbid for å motstå skjærekreftene og friksjonen som genereres under tappeprosessen. Verktøyet har langsgående riller som gir skjærekanter og kanaler for sponevakuering, sammen med en avfaset ledning som leder kranen inn i hullet.

Hovedfunksjonene til en trådtapp
Oppretting av intern tråd
Den primære funksjonen til en gjengetapp er å kutte eller danne innvendige gjenger i hull. I motsetning til eksterne gjengeverktøy (dyser), arbeider kraner fra innsiden av en sylindrisk overflate, og skaper hunnkomponenten til en gjenget forbindelse. Dette muliggjør sikker festing av bolter, skruer og bolter til metall-, plast- eller komposittarbeidsstykker.
Trådreparasjon og restaurering
Kraner har en kritisk funksjon ved reparasjon av skadede eller avskallede innvendige gjenger. Ved å kutte gjengeprofilen på nytt, kan kraner gjenopprette slitte gjenger til sine originale spesifikasjoner, og spare høyverdikomponenter fra skraping. Dette er spesielt viktig i motorreparasjoner, maskinvedlikehold og romfartsapplikasjoner, hvor komponentutskiftingskostnadene er betydelige.
Chiphåndtering og evakuering
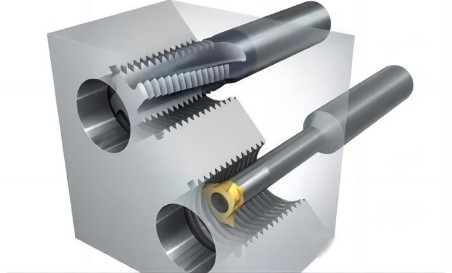
Ulike tapgeometrier er konstruert for å håndtere sjetonger effektivt. Spiralspisskraner skyver spon fremover (ideelt for gjennomgående hull), mens spiralfløytekraner trekker spon bakover (nødvendig for blinde hull). Denne sponevakueringsfunksjonen forhindrer brudd på verktøyet og sikrer gjengekvalitet.
Slik bruker du en trådtapp for trådberegninger
Trykk på Beregning av borstørrelse
Før du banker, må du bore et pilothull til riktig diameter. Tappborstørrelsen er beregnet for å oppnå ca 65–75 % trådengasjement , som gir optimal styrke-til-moment-balanse. Bare et borehull 0,2 mm underdimensjonert kan øke tappemomentet med 15–25 % , noe som øker risikoen for brudd betydelig.
RPM og Feed Rate Beregning
For CNC-boring beregnes spindelhastigheten (RPM) ved å bruke formelen: RPM = (skjærehastighet × 1000) / (π × trykkdiameter) . Matehastigheten må samsvare nøyaktig med gjengestigningen – enhver uoverensstemmelse fører til at gjengene fester seg eller knekker. For eksempel krever en M6×1.0 kran nøyaktig 1,0 mm mating per omdreining.
Dybdeberegning for blinde hull
Når du borer blinde hull, beregner du boredybden som skal gis 3–5 stigningslengder med klaring utover den nødvendige gjengedybden. Dette forhindrer at kranen kommer i kontakt med bunnen av hullet, noe som forårsaker umiddelbar brudd. For en M8×1,25 gjenger som krever 20 mm gjengedybde, bor du til minst 24–26 mm dyp.

Trådtapp vs. andre trådmetoder
Nøkkelinnsikt: Gjengefresing foretrekkes for materialer som overstiger 50 HRC eller høyverdige deler fordi ødelagte freser er lettere å fjerne enn ødelagte kraner. Tilbud om skjematapping 3× lengre verktøylevetid enn å kutte kraner i aluminium, men er begrenset til materialer ≤36 HRC.
Forskjellen mellom en kran og en gjenget kran
Begrepene brukes ofte om hverandre, men det er subtile forskjeller:
- "Trykk" er den generelle betegnelsen for ethvert verktøy som brukes til å lage innvendige gjenger, inkludert håndtapper, maskintapper og formtapper.
- "Tråd trykk" refererer spesifikt til den komplette skjæreverktøysammenstillingen med definert gjengeometri, riller og skaftkonfigurasjon designet for å produsere standardiserte gjengeprofiler (f.eks. UNC, UNF, Metrisk).
I praktisk bruk understreker "trådtapp" verktøyets funksjon med å lage spiralformede gjenger, mens "tapp" kan referere bredere til verktøykategorien. Begge begrepene beskriver den samme grunnleggende verktøyfamilien.

Slik forhindrer du kranbrudd
Kranbrudd er blant de mest kostbare maskineringsfeilene, med ødelagte kraner i blinde hull som ofte krever EDM utvinning som kan koste mer enn selve delen. Implementer disse velprøvde strategiene:
Optimaliser dimensjonering av pilothull
Mål 75 % trådengasjement heller enn 100 %. Hele gjenger gir kun 5 % styrke, men tredobler dreiemomentkravene. Bekreft borstørrelsen ved oppsett – stol aldri utelukkende på programdata.
Velg riktig trykkgeometri
- Gjennomgående hull: Bruk spiralspiss (pistolnese) kraner som skyver spon fremover
- Blindhull: Bruk spiralfløytekraner som trekker spon oppover
- Dype hull (>1,5× diameter): Implementer peck tappe sykluser
Kontroll skjæreparametere
Reduser skjærehastigheten med 20–30 % for herdet stål. Bruk stiv bankemodus i CNC for å synkronisere spindelhastighet og matehastighet – feiljustering forårsaker ujevn belastning og brudd.
Sørg for riktig smøring
Oljebaserte skjærevæsker med additiver for ekstremt trykk utkonkurrerer vannløselige kjølevæsker for tapping. For rustfritt stål 316L, forårsaker utilstrekkelig smøring at arbeidet herder og sitter fast.
Opprettholde verktøy og maskinforhold
- Bytt ut kraner proaktivt basert på trådantallsgrenser, ikke vent på feil
- Bekreft at spindelavløpet er ≤0,01 mm
- Bruk flytende kranholdere for å imøtekomme mindre feiljusteringer

Hva er et blindhull, og hvilken kran bør brukes?
Definisjon av et blindt hull
A blindt hull er et hull som ikke går helt gjennom arbeidsstykket – det har en lukket bunn. I motsetning til gjennomgående hull, fanger blinde hull sjetonger inni, noe som gjør trådskaping betydelig mer utfordrende. Blindhull er vanlige i motorblokker, hydrauliske manifolder og strukturelle komponenter der festemidler ikke må stikke ut gjennom motsatt side.
Anbefalte krantyper for blinde hull
Kritisk krav: For blinde hull, bruk alltid spiralfløytehaner med interne kjølevæskekanaler hvis mulig. Disse trekker spon oppover og ut av hullet, og forhindrer pakking i bunnen som forårsaker brudd. For hull dypere enn 1,5× diameter, implementer hakkboring – før 2–3 tråder frem, og trekk deretter tilbake for å fjerne spon.
Hvordan vedlikeholde en trådtapp
Rengjøring og oppbevaring
Etter hver bruk, rengjør kranene grundig med en børste og løsemiddel for å fjerne spon og skjærevæskerester. Oppbevar kraner i individuelle rom eller beskyttelseshylser for å forhindre kantskader. Kast aldri kraner i verktøyskuffer der de kan komme i kontakt med andre verktøy.
Inspeksjon og sliping
Inspiser kranens skjærekanter under forstørrelse for slitasje, avskalling eller oppbygd kant. Slip riller på nytt når slitasje oppdages, men slip aldri bunnen av fløyten – Dette svekker verktøyet. Fjern alle slitte seksjoner under ny sliping for å gjenopprette riktig geometri. Unngå å lage for smal landbredde under omsliping.
Belegg og overflatebehandling
Påfør overflatebehandlinger som f.eks Titanium Nitride (TiN) eller dampoksid for å redusere friksjon og forlenge verktøyets levetid. TiCN-belegg er spesielt effektive for bruk i rustfritt stål. Re-coated kraner kan oppnå 2–3× verktøyets levetid av ubestrøket verktøy.
Livsledelse
Etabler forhåndsbestemte grenser for verktøylevetid basert på material- og gjengetall. For eksempel kan en HSS kran i aluminium behandle 500–1000 hull , mens samme kran i rustfritt stål 316L kanskje bare holder 50–100 hull . Skift ut kraner proaktivt – slitte kraner kutter underdimensjonerte gjenger og krever høyere dreiemoment, noe som øker risikoen for brudd.

Vanlige spørsmål om trådkraner
Hvorfor går kranen min stadig i stykker i blinde hull?
Den vanligste årsaken er sponakkumulering i bunnen av hullet . Bytt til spiralfløytetapper som trekker spon oppover, kontroller at boredybden gir tilstrekkelig klaring (3–5 stigninger utover gjengedybden), og vurder hakkeboringssykluser for dype hull.
Kan jeg bruke samme kran for hånd- og maskintapping?
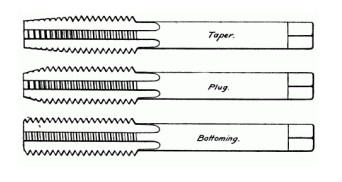
Håndtapper (konisk, plugg, bunnsett) er designet for manuell bruk med krannøkler og har spesifikke avfasningslengder for progressiv kutting. Maskinkraner er konstruert for bruk i CNC/maskinsenter med synkroniserte matehastigheter. Mens håndkraner kan brukes i maskiner, bør ikke maskinkraner brukes manuelt på grunn av deres aggressive geometri.
Hva er forskjellen mellom å kutte og forme kraner?
Kutte kraner fjern materiale for å lage tråder og produsere flis. Forming av kraner (rullekraner) fortrenger materiale uten spondannelse, og skaper sterkere gjenger med bedre overflatefinish. Formingstaper krever imidlertid materialer ≤36 HRC og produserer litt større gjenger, som krever større pilothull.
Hvordan fjerner jeg en ødelagt kran fra et hull?
Fjerningsmetoder inkluderer: (1) Kranekstraktorer som griper den ødelagte skaftet, (2) elektrisk utladningsmaskinering (EDM) for å brenne ut kranen, (3) Forsiktig boring med venstrehåndsbor, eller (4) Kjemisk oppløsning for deler av høy verdi. Forebygging er alltid mer kostnadseffektiv – fjerning av ødelagt kran kan koste mer enn selve arbeidsstykket.
Hvorfor er trådene mine for stramme eller for løse?
Løse tråder indikerer overdimensjonerte borehull eller slitte kraner som skjærer underdimensjonert. Stramme tråder foreslå underdimensjonerte bor, slitte kraner som skjærer underdimensjonert (flankeslitasje øker stigningsdiameteren), eller utilstrekkelig smøring som forårsaker gnaging. Kontroller alltid borstørrelsen og spesifiser toleranseklasser (6H for metrisk, 2B for Unified) på tegninger.
Hvilken skjærehastighet bør jeg bruke for å banke?
Typiske overflatehastigheter: Aluminium: 15–25 m/min; Karbonstål: 8–12 m/min; Rustfritt stål: 4–8 m/min; Herdet stål (>45 HRC): 3–5 m/min . Når du er i tvil, start i den nedre enden og øk gradvis. For høy hastighet forårsaker arbeidsherding i rustfritt og varmeoppbygging som akselererer slitasje.


